




















【分享交流】3D打印桌面机常见问题与解决方法(续)
还记得我们5月份给大家介绍过的《FDM技术3D打印桌面机常见问题与解决方法》(http://mp.weixin.qq.com/s/sOIo32mH7TxZnLYH5wqB8Q)这篇文章吗?其中介绍了如何解决FDM技术3D打印桌面机拉丝、错层、翘边、等问题。今天我们将继续介绍一些桌面机使用小窍门给大家!小板凳排好坐好,开讲啦!

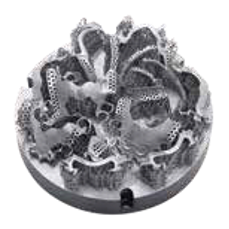
比如我想打印一个立体与光影结合的灯罩,就像图片这个样子。

首先,通过三维建模软件设计出自己喜欢的样式(此过程省略。。。若有问题,找我个别探讨)
我们就直接进入打印步骤啦!
开始对模型进行切片,我们用到的是现在时下最常用的切片软件Cura-15.02.01,具体参数设置如下图:

具体设置过程中,从基础到专业到高级,分别如下图:



为了提高打印质量,我们在【基本设置】里的对“层高”设置为0.1,这样打印出来的成品外形质量会很好但是打印时间会增加。
接下来,就开始打印步骤了,这次使用的是PLA材质,根据机型的不同,其喷头温度和热床温度也是有所不同,这里喷嘴温度我们设置为220度,热床为60度左右,考虑到模型是圆柱空心,打印头空走的几率较多,所以我们对机器要设置一定的回抽量,避免其拉丝现象。
之前的文章中也有提到过哦,具体设置参数如下:

参数设置好后,机器启动,先是底板打印:
底板没有出现翘边或粘结不牢的问题,打印开头很顺利。可是没过一会,竟然出现了以下这一幕!让人欲哭无泪。

经过我们一番的查找,排除了切片软件的问题,我们终于找到了事故的元凶!请看下图,注意图中红色圆圈标注位置:

上图说明由于料件绞丝导致输料管因打印头在不断的运动过程中被下拉,致使料件不能及时输送到喷头内,造成喷头内无料,从而产生了上述现象的发生。
而造成绞丝的主要原因是由于耗材没有按一定规律的缠绕,所以我们在安装之前一定要检查耗材是否有缠绕的痕迹,避免出现上述现象的发生。

经过重新调整,打印机又开始正常工作啦,附上最后成品图。

下面是配合灯泡及灯座的效果图哦,怎么样不错吧!



上述问题只是操作失误的其中一种表现。当然,最重要的还是爱护自己的打印机,尽量不要让它“受伤”,所以我们也要懂得如何对它维护保养,下图是我们经常用到的养护小工具,大家可以参考一下。




0.4mm喷嘴疏通针
根据这次测试模型中出现的问题,小编认真总结了一下,要想打印一个好的作品,除了掌握一定的打印技巧外,对机器的维护保养也是必不可少的,归纳几点如下:
定期给各连轴器上润滑油(或机油),减少各个部件的运动摩擦,同时还起到防锈的作用。
打印机每运行一段时间要检查各个锁紧机构的松紧度,如螺丝是否有松动现象,或者皮带张驰是否合适等,并根据需要采取一定的措施。
对于一些部件磨损比较严重的应及时更换,如打印头和喉管(由于长期受高温影响,会出现老化现象),防止在打印过程中出现问题。
打印机使用应尽量避免在潮湿和温度较高的环境下使用,同时还尽量避免在一些强磁场的场所使用,如必须要使用,要采取一定的措施,如可以打开通风设备或者是屏蔽措施等。
如打印机长期不使用,可以每隔一段时间进行通电,这样可以防止机器内部的主板因长期不用性能降低的情况发生。

总结了这么多希望大家能从文章中有所收获,如果有其它技术问题请拨通三的部落咨询热线400-690-7753我们随时为您解答!(三的部落MR.Li)
- 上一篇:心脏手术术前规划:一名大咖医
- 下一篇:详解】3D打印技术在汽车制造